
As the core equipment for surface treatment in modern manufacturing, the operation efficiency of spray coating assembly line directly affects the production capacity and cost of enterprises. This article combines industry cases and technical literature to systematically analyze the five key factors that affect the efficiency of spray painting assembly lines, and proposes optimization strategies.
1、 Equipment performance and stability
1. Efficiency of core equipment
Spray gun system: The atomization effect and high-pressure stability of the spray gun directly affect the powder utilization rate. For example, a certain enterprise upgraded its spray gun and increased the powder utilization rate to 95%, saving 1.2 million yuan in coating costs per line per year.
Thermal efficiency of curing furnace: The temperature uniformity (± 5 ℃) and heat recovery rate (such as waste heat used for pre-treatment heating) of the curing furnace are key. A case study shows that after optimizing the design of the curing furnace, the curing time is reduced by 20% and energy consumption is reduced by 18%.
Conveyor chain speed matching: The conveyor chain speed needs to be synchronized with the spraying and curing rhythm. In the Chongqing Kangcheng coating equipment case, the conveyor chain speed increased from 2.3 meters/minute to 3.3 meters/minute, resulting in a 43% increase in production capacity.
2. Equipment maintenance and aging
Failure rate control: Regular maintenance (such as gun cleaning and chain lubrication) can reduce downtime. A factory's failure to replace aging nozzles in a timely manner resulted in an increase of 15 hours in monthly downtime.
Automation level: The fully automatic spraying line reduces manual intervention through a robotic arm and an automatic detection system, resulting in an efficiency improvement of 3-5 times compared to traditional manual lines.
2、 Optimization of process parameters
1. Precise control of spraying parameters
Voltage and current: High voltage can easily cause powder rebound, while low voltage can result in insufficient adhesion. A certain enterprise improved the coating uniformity by 30% by optimizing the spray gun angle and adjusting the voltage from 80kV to 60kV.
Spray gun distance and speed: The distance between the spray gun and the workpiece (150-200mm) and the moving speed (0.5-1.5m/s) need to match the shape of the workpiece. Complex workpieces use rotary spraying technology, which increases coating coverage by 25%.
2. Optimization of curing process
Temperature and time control: The temperature of the curing furnace needs to be adjusted according to the type of powder (such as low-temperature curing powder can be reduced to 120 ℃). A certain automotive parts company has reduced the curing time by 10% and the defect rate by 5% through precise temperature control.
Thermal circulation system: using hot air circulation technology to ensure temperature uniformity inside the furnace and avoid coating defects caused by local overheating.
3. Powder characteristic adaptation
Particle size distribution: Powder particle size (10-50 μ m) affects flowability. A certain case shows that after optimizing the particle size, the clogging rate of the spray gun is reduced by 40%.
Low viscosity powder: Using low viscosity powder can improve spraying efficiency, but it is necessary to balance coating thickness and leveling.
3、 Material Quality and Supply Management
1. Quality of powder coating
Coating performance: Poor quality powders are prone to defects such as orange peel and pinholes, which can lead to rework. High quality powder needs to have high flowability and low melt viscosity. For example, if a certain enterprise uses low-temperature solidification powder, the solidification time can be shortened by 20%.
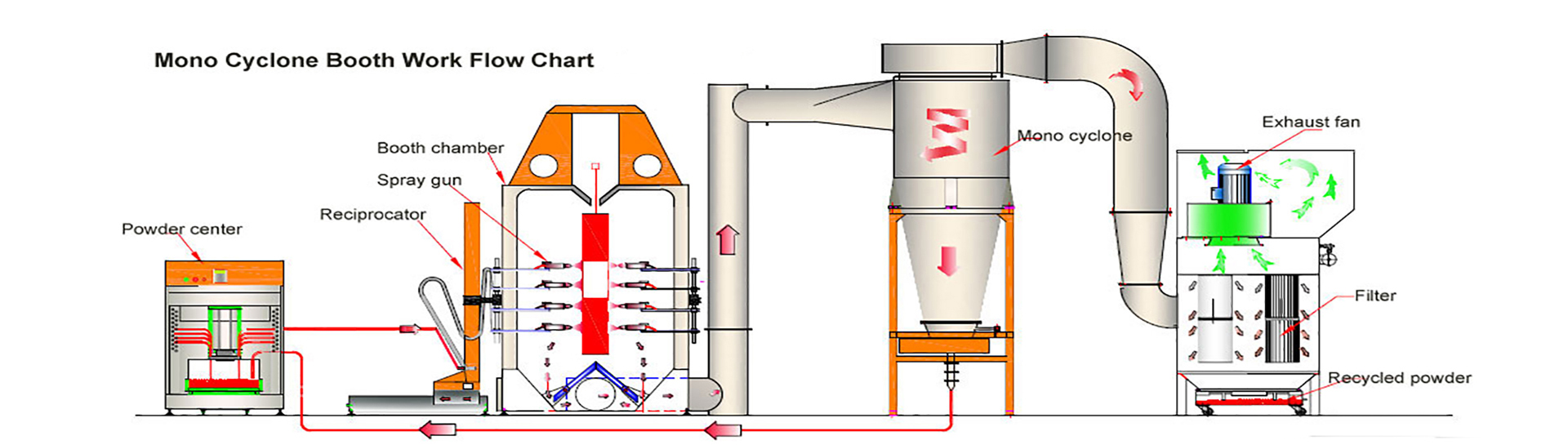
Recycled powder utilization: Unadsorbed powder is recycled after cyclone separation and filter recovery, with a recovery rate of over 95%, significantly reducing material costs.
2. Pre treatment agent effect
Phosphating solution concentration: The thickness of the phosphating film should be controlled at 2-3g/m2 to ensure coating adhesion. Due to insufficient concentration of phosphating solution in a certain factory, the coating peeling rate increased by 15%.
Cleaning agent's ability to remove dirt: Incomplete degreasing can cause blistering on the coating. Using environmentally friendly cleaning agents can improve cleanliness and reduce rework.
3. Material supply chain management
Inventory control: Adopting JIT (Just in Time) supply chain to reduce inventory backlog. A certain enterprise has improved inventory turnover by 30% by optimizing inventory management.
Supplier collaboration: Deeply cooperate with powder suppliers, customize and develop coatings that are suitable for the process, and improve spraying efficiency.
4、 Environmental and Operational Management
1. Environmental dynamic monitoring
Temperature and humidity control: The temperature in the spraying workshop should be ≤ 35 ℃ and the humidity should be ≤ 80%. A certain case shows that excessive temperature and humidity have led to a 20% increase in coating defect rate.
Air cleanliness: The dust concentration should be controlled below 0.1mg/m3 to avoid coating particle defects. An efficient filtration system can reduce dust concentration by 80%.
2. Employee skills and training
Proficiency in operation: Untrained employees have a defect rate of up to 15%, while skilled workers can control it within 3%. A certain enterprise has reduced equipment switching time by 30% through regular training.
Standardized Operating Procedures (SOP): Develop SOP for spray parameter adjustment, equipment maintenance, etc. to reduce human errors.
3. Optimization of management system
Incentive mechanism: Establish efficiency bonuses to stimulate employee motivation. A certain enterprise has achieved an overall efficiency improvement of 12% through performance evaluation.
Lean management: using tools such as 5S management and Kanban system to reduce waiting time. A certain factory has shortened its production cycle by 25% through process optimization.
5、 Other key factors
1. Adaptation of workpiece characteristics
Complex shaped workpieces: Multi axis spraying or fluidized bed technology is required to ensure coverage of the inner cavity. In a certain car wheel hub case, after symmetrically arranging spray guns, the uniformity of coating thickness was improved by 30%.
Workpiece material: Thermal sensitive materials (such as plastic) need to use low-temperature curing powder to avoid deformation.

2. Energy and emissions management
Energy consumption control: The energy consumption of the curing furnace accounts for 60% of the total, and the use of a heat recovery system can reduce energy consumption by 20%. A certain enterprise has saved 500000 yuan in energy costs annually through waste heat utilization.
Environmental compliance: VOC emissions must comply with regulations, promote the replacement of traditional solvent based coatings with water-based coatings, and reduce environmental risks.
6、 Optimization Strategy and Case Validation
1. Equipment upgrade
Case: A certain enterprise upgraded its spraying equipment and curing furnace, resulting in a 10% increase in production efficiency and an annual output value of over 10 million yuan.
2. Optimization of process parameters
Case: A household appliance company optimized the spraying voltage and curing temperature, reducing the standard deviation of coating thickness from 8 μ m to 3 μ m and increasing the appearance qualification rate to 99.5%.
3. Supply chain collaboration
Case: A certain automotive parts company collaborated with a powder supplier to develop low-temperature curing powder, which reduced curing time by 15% and energy consumption by 12%.
VII. Conclusion
The efficiency improvement of the spray coating assembly line requires systematic optimization of equipment, processes, materials, environment, and management in five dimensions. By upgrading equipment automation, accurately controlling process parameters, controlling material quality, dynamically monitoring the environment, and improving personnel skills, the defect rate and energy consumption can be significantly reduced, and the competitiveness of enterprises can be enhanced. In the future, with the application of technologies such as AI algorithm optimization of spraying paths and real-time monitoring of equipment status through the Internet of Things, the efficiency of spraying assembly lines is expected to further break through, helping the manufacturing industry transform towards intelligence and green.
