
Spray coating production line is a modern coating process system that integrates automation, environmental friendliness, and efficiency, widely used in industries such as home appliances, automobiles, building materials, and hardware. The core principle is to uniformly cover the surface of the workpiece with powder coating through electrostatic adsorption, and then solidify at high temperature to form a dense coating. The following discussion will be conducted from three aspects: structural composition, working principle, and technical advantages.
1、 Core structure composition
The spray coating production line consists of five core systems, which work together to achieve continuous production:
1. Pre processing system
Function: Remove oil stains, rust, and impurities from the surface of the workpiece, form a chemical conversion film to enhance coating adhesion.
technological process:
Degreasing: Use alkaline or neutral cleaning agents to remove oil stains.
Water washing: multi-level rinsing with clean water to remove residual chemicals.
Table tuning: Adjust the surface activity of the workpiece to prepare for phosphating.
Phosphating: Generate a phosphate film layer to enhance corrosion resistance.
Passivation: Chromium free environmentally friendly treatment to prevent flash rust.
Equipment: Spray pre-treatment unit, shot blasting cleaning machine (applicable to castings), ultrasonic cleaning machine.
2. Powder spraying system
form:
Powder supply device: powder bucket, powder pump, powder conveying pipeline, which uses compressed air to transport the powder to the spray gun in a fluidized state.
Spray gun: Equipped with a built-in high-voltage generator, the gun tip voltage reaches 100000 volts, making the powder negatively charged.
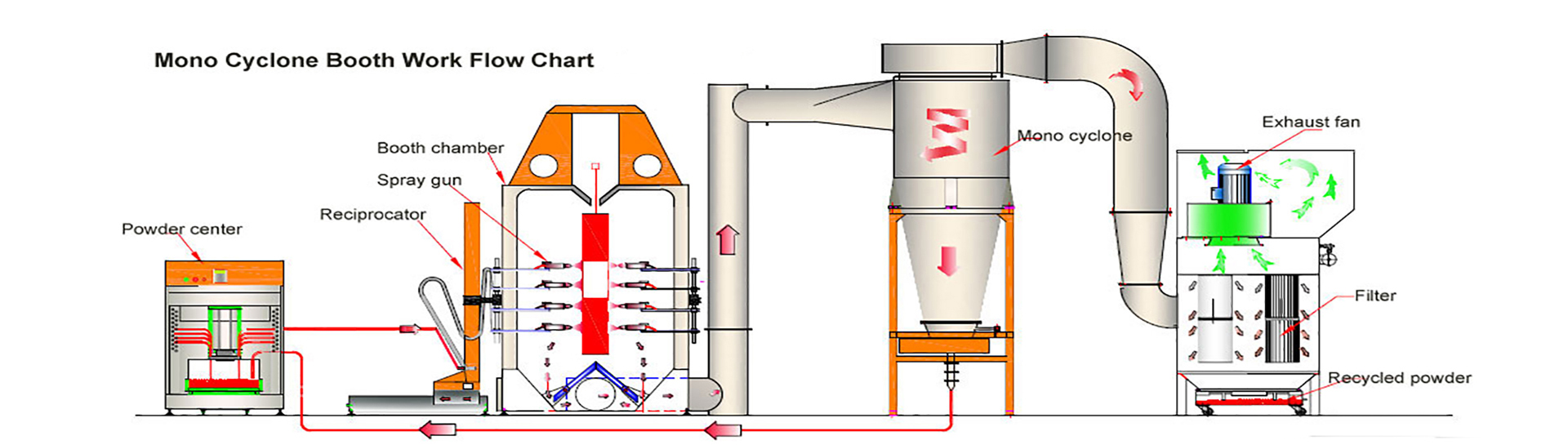
Recycling system: large cyclone separator+filter type recycling device, non adsorbed powder is recycled after bag dust removal, with a recovery rate of>95%.
Key parameters:
Spray rate: 200-300g/min (thermal spraying process).
Coating thickness: 50-60 μ m (controlled by spray gun distance and speed).
3. Curing system
Structure:
Heating unit: natural gas burner or electric heating tube, providing a heat source of 190-210 ℃.
Thermal insulation box: using rock wool or aluminum silicate fiber insulation materials to ensure temperature uniformity.
Conveyor mechanism: through type drying oven (continuous movement of workpieces) or box type curing furnace (batch processing).
Process control: Curing time ≥ 10 minutes to ensure complete melting and leveling of the powder, forming a cross-linked structure.

4. Conveyor system
Type:
Chain conveyor: suitable for regular workpieces, with adjustable speed (such as 3.3 meters/minute to increase production capacity).
Mechanical arm: Multi axis robot realizes complex trajectory spraying, suitable for irregular parts.
Upper and lower chain plate clamping: specifically designed for rock wool production lines to ensure product flatness.
Function: Implement automatic flow of workpieces between various processes, matching spraying and curing rhythms.
5. Control system
Core components:
PLC controller: integrates temperature, chain speed, spray pressure and other parameter control.
Sensors: Infrared thermometer, photoelectric switch for real-time monitoring of production status.
Human computer interface: touch screen operation, supporting formula storage and fault diagnosis.
Intelligent upgrade: IoT module realizes remote monitoring, AI algorithm optimizes spraying path and energy consumption.
2、 Working principle and process flow
Spray coating production follows the core process of "pre-treatment → spraying → curing → inspection", with the following specific steps:
1. Workpiece pre-processing
Purpose: To ensure that the surface cleanliness of the substrate reaches Sa2.5 level (ISO 8501-1 standard).
Key control points:
Phosphating film thickness: 2-3g/m ² (zinc based phosphating).
Wash tank pH value: Regularly replace to avoid the accumulation of Fe ² ⁺ affecting the effect.
2. Electrostatic spraying
Principle: The spray gun ionizes the air to form an electric field, and the charged powder is attracted by the workpiece (grounded) and uniformly adheres.
Technical advantages:
Powder utilization rate:>95% (paint only 50%).
Coating uniformity: film thickness deviation ± 5 μ m, no sagging or pinhole defects.
3. High temperature curing
physical change:
Powder melting: The resin begins to flow above its softening point (usually 80-120 ℃).
Leveling: Surface tension drives powder spreading and eliminates orange peel phenomenon.
Crosslinking curing: The curing agent promotes the formation of chemical bonds between resin molecules.
Energy consumption control: The exhaust waste heat is used for pre-treatment water washing and heating through a heat recovery device to reduce overall energy consumption.
4. Post processing and inspection
Cooling: Natural cooling or forced air cooling to avoid coating cracking caused by sudden cooling.
Inspection standards:
Adhesion: The hundred grid test reaches level 1 (GB/T 9286).
Impact resistance: 50kg · cm impact without detachment (GB/T 1732).
Salt spray test: No corrosion after 500 hours (GB/T 10125).
3、 Technological advantages and innovation trends
1. Environmental breakthrough
Low VOC emissions: Powder coatings do not contain solvents, and the VOC emissions are less than 0.1g/m ³ (much lower than the 200-300g/m ³ of paint).
Closed loop recycling: Unadsorbed powder is separated by a cyclone and filtered by a filter element before being reused to reduce waste generation.
2. Production efficiency improvement
Automation integration: A case study of a clock manufacturer shows that the production line speed has increased from 2.3 meters per minute to 3.3 meters per minute, resulting in a 43% increase in production capacity.
Quick color change: The small cyclone and filter recycling system can complete color switching within 15 minutes, adapting to the production needs of multiple varieties.
3. Intelligent upgrade
AI parameter optimization: Establish a spraying model through deep learning algorithms, automatically adjust the spray gun angle and powder amount, and reduce manual machine adjustment time.
Digital twin: Virtual simulation system predicts production bottlenecks, optimizes equipment layout and process parameters.
4. Expansion of material adaptability
Low temperature curing powder: Develop 120 ℃ curing powder suitable for thermal sensitive materials such as plastics and wood.
Functional powders: The application of special powders such as antibacterial, conductive, and self-healing to expand product added value.
4、 Industry application cases
1. Automotive components
Case: A certain automobile wheel hub manufacturer adopts a through type drying channel to achieve a daily production of 5000 pieces, and the coating's stone impact resistance meets the SAE J400 standard.
Innovation point: Integrated robot vision system, automatically recognizing workpiece models and calling corresponding spraying programs.
2. Building materials industry
Case: The aluminum profile spraying line adopts a symmetrical arrangement of double headed spray guns, which improves the uniformity of coating thickness by 30% and meets the AAMA 2605 standard.
Environmental protection measures: Equipped with RTO (Thermal Storage Incineration) device to treat exhaust gas, with VOCs purification efficiency greater than 99%.
3. In the field of household appliances
Case: The refrigerator side panel spraying line adopts a reciprocating spraying robot, reducing the standard deviation of film thickness from 8 μ m to 3 μ m and increasing the appearance qualification rate to 99.5%.
Cost control: Through the powder recycling system, a single line can save approximately 1.2 million yuan in coating costs annually.
5、 Challenges and Future Development Directions
1. Existing challenges
Powder clogging gun: High viscosity powder is prone to clogging the nozzle, and it is necessary to optimize the particle size distribution of the powder (recommended 10-50 μ m).
Deep cavity component coverage: Complex inner cavity components require the use of electrostatic rotating cups or fluidized bed processes.
2. Technological Trends
Supercritical fluid spraying: Using CO ₂ supercritical fluid instead of compressed air to achieve zero VOC emissions and ultra-thin coatings (<30 μ m).
3D printing combined with spray coating: Metal 3D printed parts are directly sprayed, replacing traditional machining and electroplating processes and shortening production cycles.
Conclusion
The spray coating production line, with its advantages of high efficiency, environmental protection, and intelligence, has become the mainstream solution for surface treatment in modern manufacturing industry. With the coordinated development of materials science, automation technology, and environmental regulations, this field will continue to innovate and provide key support for high-quality development in the Industry 4.0 era.
