
Process Flow
Pretreatment: Surface cleaning is achieved through four steps: degreasing, rust removal, phosphating, and cleaning. The phosphating film enhances coating adhesion. Cleaning should ensure no residual oil or dirt. The drying temperature should be controlled below 35°C to prevent powder clumping.
Spraying: The spray gun is connected to a negative high voltage (60-90 kV) and the workpiece is grounded to create an electric field. The powder is atomized by compressed air and then electrically attracted. The spray distance is 150-300 mm, the conveyor speed is 4.5-5.5 m/min, the flow rate pressure is 0.3-0.5 MPa, and the atomization pressure is 0.3-0.45 MPa to ensure a uniform coating.
Curing: Bake at 180-200°C for 15-20 minutes. The powder melts and levels, then solidifies into a film. Temperature must be strictly monitored to avoid color variation or insufficient curing.
Inspection and Packaging: Check coating thickness (50-90μm) and uniformity for defects such as missed spraying and sagging. Only qualified products are packaged.
Core Parameters and Equipment
Electrostatic high voltage is 60-90kV. Low voltage results in low powder application, while high voltage can cause rebound. Flow rate and pressure are 0.3-0.5MPa; higher voltages increase powder usage. The distance between the spray gun and the workpiece is 150-300mm; too close can cause discharge and breakdown of the coating.
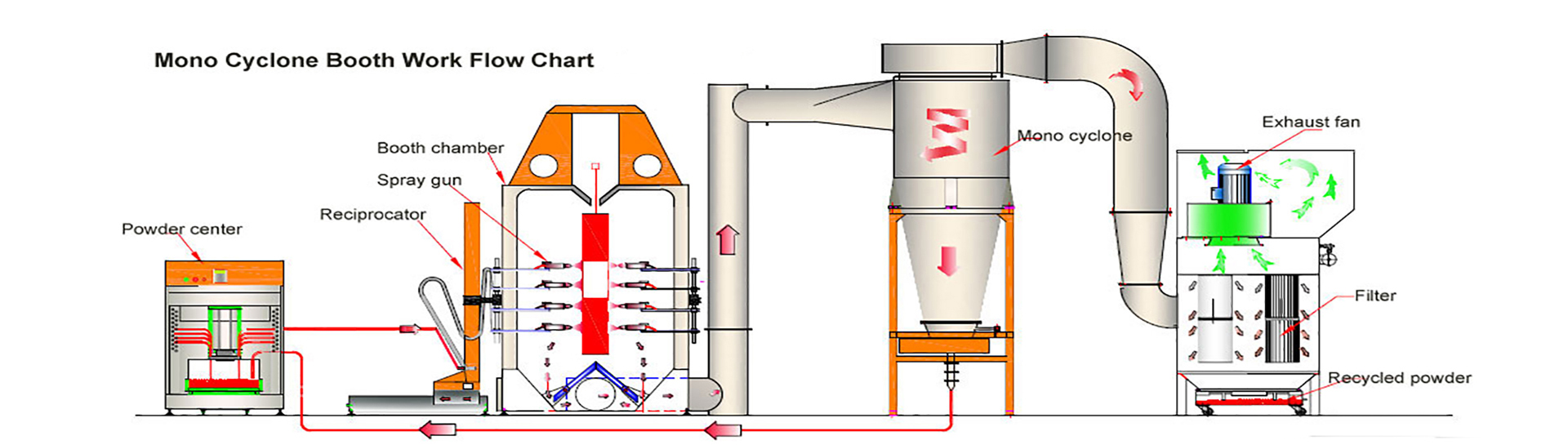
The equipment includes a high-voltage electrostatic generator, powder spray gun, powder supply system, powder spray booth, and powder recovery unit. The recovery system utilizes a two-stage recovery system with cyclone separation and filter elements, achieving an efficiency exceeding 95% and a powder utilization rate exceeding 99%.
Advantages and Environmental Features
Environmental Advantages: No solvent emissions (zero VOC emissions), recyclable powder, reducing waste gas, waste gas, and wastewater pollution, and complying with national environmental protection policies. Performance Advantages: The coating is corrosion-resistant (passes a 1000-hour salt spray test), wear-resistant, and impact-resistant, with controllable thickness (40-300μm) and no dripping.

Economic Advantages: The desired thickness can be achieved in a single spray application, simplifying the process, improving production efficiency, and reducing costs compared to traditional coatings.
Application Examples
Automotive Parts: Chassis and battery trays utilize a two-coat, two-bake process, achieving a film thickness of 200-300μm, ensuring both insulation and corrosion resistance.
Home Appliances and Construction: Refrigerators and metal fences utilize electrostatic spraying for both corrosion protection and aesthetics, with customizable colors available.
New Energy: Battery cell casings and cooling belts utilize a combination of positive and negative charge spraying, reducing equipment investment and improving film thickness uniformity (±5μm).
